




















溶融亜鉛めっき高力ボルトを素早く確実に本締めM20、M22、M24対応!(締付け角度設定ダイヤル&表示ランプ付)
*スリーブ22セット品(本機取付)・スリーブ24セット品・スチールケース
- 最大締付けトルク 850N・m
- 質量(スリーブは除く) 5.9kg
- 回転数 16min-1
![]() PDFカタログ 545KB
[2009/11現在]
PDFカタログ 545KB
[2009/11現在]
■特長
対応ボルト
- 溶融亜鉛めっき高力ボルト M20、M22、M24
- 溶融亜鉛めっき超高力ボルト M20、M22
- ※1 写真は溶融亜鉛めっき高力ボルトです。
- ※ トルシア形ボルトは締付不可。
- ※ 6924ANW、6924ANWにスリーブの互換性はありません。
- ※ M20の締付けには別販売品のスリーブM20セット品[A-49301]が必要です。

作業に合せた回転数で本締めがスピーディ!
回転数 16min-1
締付け角度設定ダイヤル
締付け角度は90°から240°の範囲で1°単位で設定できます。
[締付け角度設定例]締付け角度を120°に設定する場合、+ドライバを使用し、ダイヤル“100の位”を1、“10の位を”を2、“1の位を”を0になるようにセットします。
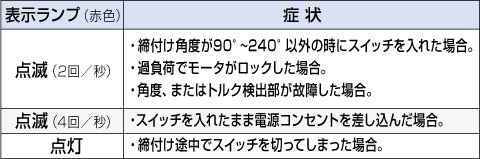

表示ランプ
ナット回転角法による本締め
作業の詳細については“日本建築学会 建築工事標準仕様書 「JASS6鉄骨工事」”“日本道路協会 「道路橋示方書」”等を参照してください。
ナット回転角法とは?
所定のトルクで1次締め後、ナットに一定の回転角度を与えるだけで所定のボルト軸力が確保されます。
高力ボルト(溶融亜鉛めっき高力ボルト)の締付け手順
- 1次締め・・・仮締めボルトで締付け部材を密着させた後、決められたトルク値でナットを回転させます。
- マーキング・・・ボルト、ナット、座金および部材にわたりマークを付けます。
- 本締め・・・回転角レンチを使ってナットを規定のナット回転角だけ回転させます。
- 締付け後の検査・・・?で標したマーキングを目視し、規定のナット回転量の範囲であるものを合格とします。
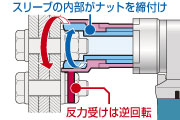
反力受けについて
反力受けが、隣接のボルトや部材に接触。本機を物理的に回り止めすることにより、作業者の保持力に左右されることなく、締付けが行えます。
その他特徴
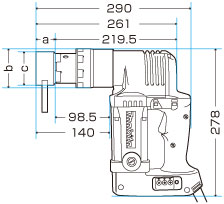
- a…41.5
- b…φ82
- c…φ72O59
■主要機能
| 締付け能力 | 最大締付けトルク(N・m)[kgf・cm] | 回転数(min-1)[回転/分] | 電源(V) | 電流(A) |
|---|---|---|---|---|
| M20・M22・M24 | 850[8,700] | 16 | 単相100 | 14 |
| 単相200 | 7 |
| 消費電力 (W) | コード(m) | 本機寸法(長さ×幅×高さ) | 質量(kg) |
|---|---|---|---|
| 1,330 | 2.5 | 290×84×278 | 5.9(スリーブなし) |
| 標準付属品 |
|---|
| スリーブ22セット品(本機取付け)、スリーブ24セット品、マイナスドライバ、スチールケース |
